

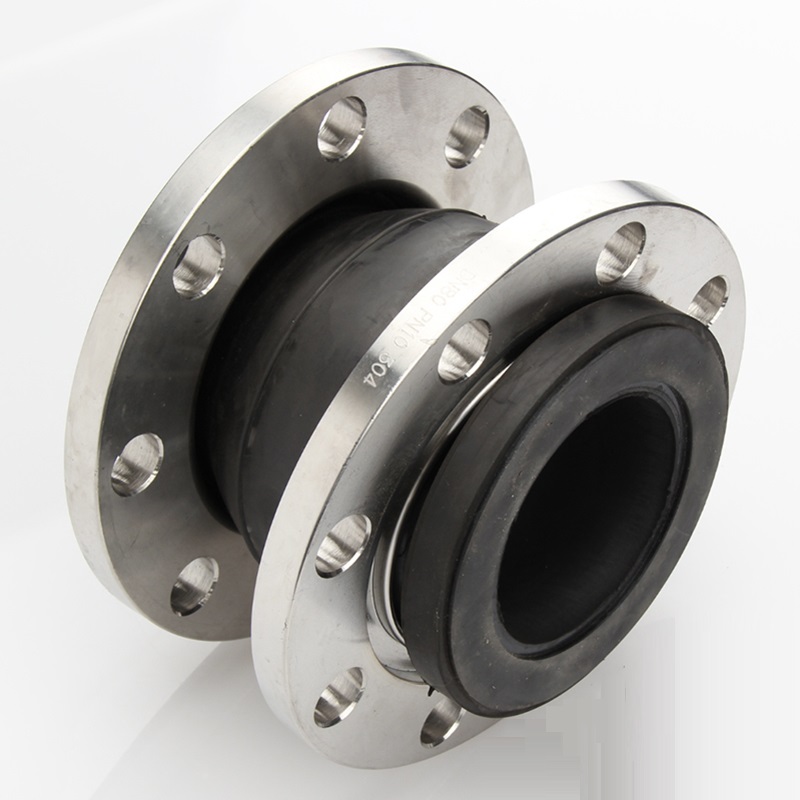
Jak produkowane są gumowe złącza elastyczne i jakie procesy przechodzą?
Wykonanie elastycznych połączeń gumowych nie jest łatwym zadaniem. Wymaga przejścia kilku procedur przetwarzania. Gumowe złącza elastyczne to urządzenia wykonane z gumy i innych materiałów, które mogą skutecznie redukować wstrząsy i hałas. Mają dużą zdolność pochłaniania wstrząsów i znaczne efekty redukcji hałasu. Gumowe elastyczne złącza można zastosować wszędzie tam, gdzie wymagana jest amortyzacja. Jakie zatem procedury przetwarzania obejmują produkcję i kształtowanie elastycznych połączeń gumowych? Teraz poznajmy się razem.
1. Mieszanie gumy
Przygotowanie elastycznej gumowej masy spoinowej jest takie samo jak w przypadku zwykłej mieszanki gumowej. W pierwszej kolejności surową gumę należy poddać całkowitemu uplastycznieniu, aby nabrała odpowiedniej plastyczności i jednorodności. Wraz ze wzrostem czasu plastyfikacji maleje współczynnik strat gumy i maleje jego zależność od amplitudy. Kluczem podczas mieszania jest zapewnienie równomiernego rozproszenia składników. Jeśli mieszanka gumowa nie zostanie równomiernie wymieszana, spowoduje to wahania sztywności amortyzatora. Ze względu na nierówną twardość wewnątrz gumy nastąpi koncentracja naprężeń, co skróci żywotność amortyzatora.
2. Obróbka powierzchniowa i klejenie części metalowych
Zdecydowana większość elastycznych połączeń gumowych zawiera części metalowe. Zanim części metalowe zostaną połączone z gumą, ich powierzchnie należy poddać obróbce; w przeciwnym razie wpłynie to na siłę wiązania. Istnieje wiele metod obróbki powierzchni części metalowych. Powszechnie stosowaną metodą jest piaskowanie, a następnie czyszczenie rozpuszczalnikami, suszenie, a następnie nakładanie kleju. Obecnie powszechnie stosowanym klejem jest chemlok, który charakteryzuje się bardzo niezawodną siłą wiązania.
3. Zasiarczenie
Typowe metody wulkanizacji elastycznych połączeń gumowych obejmują wulkanizację kompresyjną, wulkanizację z przenoszeniem formy i wulkanizację wtryskową. Typowy proces i sprzęt do wulkanizacji kompresyjnej są stosunkowo proste. Ciepło przekazywane jest z górnej i dolnej powierzchni dociskowej do metalowej formy i gumy. Metoda ta jest szczególnie odpowiednia dla produktów o dużych grubościach ścianek.
Metoda wulkanizacji z przenoszeniem formy wykorzystuje ciśnienie prasy do wtryskiwania gumy do metalowej wnęki formy, która ma wysoką wydajność formowania. Gumowe otwory wtryskowe na początku i na końcu wtryskują do wnęki formy. Pod wpływem siły tarcia wzrasta temperatura gumy. Ponadto guma jest podgrzewana od początku do końca przed formowaniem wtryskowym. Dlatego też metodę przenoszenia formy można zastosować w celu skrócenia czasu wulkanizacji.
Złożone gumowe produkty gotowe amortyzujące można wulkanizować poprzez formowanie wtryskowe. Ponieważ część wtryskiwana oraz część grzewcza i tłocząca wtryskarki stanowią integralną część, gumę umieszcza się w tłoku w postaci paska lub arkusza, a po całkowitym podgrzaniu jest wtryskiwana do wnęki formy metalowej pod wysokim ciśnieniem.
Zaczynając od surowców, wdrażana jest ścisła kontrola jakości. Każda partia surowców przed wejściem do fabryki jest sprawdzana i kwalifikowana przez techników laboratoryjnych. Niektórzy pracownicy zajmujący się dozowaniem gumy mieszają materiały w wymaganej proporcji. Po zakończeniu dozowania jest on wysyłany do warsztatu mieszania gumy i prasowany w arkusze kauczuku syntetycznego za pomocą mieszalnika gumy. Po przejściu kontroli arkusze kauczuku syntetycznego trafiają do warsztatu cięcia węży amortyzatorów, gdzie pracownicy wycinają je według różnych modeli i rozmiarów. Po zakończeniu wykrawania następuje proces formowania. Po sprawdzeniu i uznaniu, że forma węża amortyzatora jest kwalifikowana, każda forma jest wysyłana do warsztatu wulkanizacyjnego, gdzie obsługa umieszcza formę. Włóż formę do maszyny wulkanizacyjnej. Maszyna wulkanizująca dobrze dociśnie formę. W tym czasie maszynę wulkanizacyjną ustawia się na stałą temperaturę 180 stopni, a wulkanizację prowadzi się przez 40 minut. Po 40 minutach wyjmij wulkanizowany amortyzator z formy i sprawdź integralność wulkanizacji amortyzatora. Przytnij krawędzie wulkanizowanych amortyzatorów i po przycięciu umieść je w półgotowej kolejce linowej. Półfabrykaty węży amortyzatorów wewnątrz kolejki linowej wysyłane są do warsztatu montażu kołnierzy, gdzie personel montuje kołnierze węży amortyzatorów i półprodukty węże amortyzatorów w gotowe produkty. Pracownicy działu kontroli jakości losowo pobierają próbki i badają ciśnienie gotowych amortyzatorów. Amortyzatory, które przeszły próbę ciśnieniową, są pakowane. Zapakowane gotowe amortyzatory trafiają do magazynu i czekają na załadunek na pojazdy w celu wysyłki.
Uwaga: Podczas wulkanizacji należy ściśle kontrolować czas i temperaturę wulkanizacji. Ogólnie rzecz biorąc, stopień usieciowania gumy wzrasta wraz z dodatkiem światła, podczas gdy moduł gumy i współczynnik zużycia gumy maleją. Dlatego wulkanizacja elastycznych połączeń gumowych musi być dokładna. Zarówno niedostateczna, jak i nadmierna wulkanizacja spowodują pogorszenie parametrów gotowego produktu.
Powiązane wiadomości
- Jak działa rura kanalizacyjna?
- W jaki sposób rura U-PVC ulepsza nowoczesne systemy rurowe?
- Dlaczego warto wybierać pomiędzy rurami UPVC i rurami HDPE?
- Dlaczego rury z żeliwa sferoidalnego są nadal bezpiecznym wyborem w przypadku sieci wodociągowych o długiej żywotności?
- Które maszyny i narzędzia do montażu rurociągów pomagają mi realizować szybsze, bezpieczniejsze i bardziej dochodowe projekty?
- Kluczowe punkty kontroli jakości rur z żeliwa sferoidalnego
Zostaw mi wiadomość











